クローズドインペラは、様々な産業用途で極めて重要な役割を果たし、エネルギー変換プロセスの重要な構成部品となっています。羽根の周囲にある内側と外側のシュラウドによって定義されるこのインペラは、効率とエネルギー伝達に大きな影響を与えます。仕上げ技術がクローズドインペラの性能にどのような影響を与えるかをご覧ください。
クローズド遠心インペラと高品質の仕上げにより、ポンプ性能を最適化
各種インペラ
まず、インペラーについて基本的なことを説明します。インペラーの設計は3つのカテゴリーに分類される:

クローズドインペラ
ブレードの周りに内側と外側のシュラウド(吸引側)があります。これらは通常、固形物を含まない用途で使用されます。1つまたは複数の羽根を備えたクローズドインペラは、オープンインペラよりも構造的に優れています。これにより、ポンプの耐用年数が延びます。

セミオープンインペラ
前述のカテゴリーと比較して、ホイールを補強する後壁、インナーフェアリングがあります。懸濁物質を収容できますが、効率が低下します。

オープンインペラー
両側が開いてハブに取り付けられたフィンがあり、小型ポンプや安価なポンプで広く使用されています。また、懸濁物質の取り扱いを必要とする用途でも一般的です。
クローズド・インペラーの製造
ほとんどの用途はねずみ鋳鉄で処理できます。腐食性または腐食性の流体を処理する場合は、他の材料を考慮する必要があります。特定の合金とコーティングを使用して、腐食性流体に対するインペラの寿命を延ばすことができます。
クローズドインペラー製造工程
制造叶轮的材料包括铸铁、钢、不锈钢、青铜,有时还包括塑料。制造过程涉及几个关键步骤,首先是使用计算机辅助设计(CAD)软件精确设计模型,以创建针对具体应用要求进行优化的模型。
製造プロセスには、従来の鋳造、モデル圧力損失鋳造、機械加工、溶接、焼結、積層造形が含まれます。
積層造形プロセスを使用したクローズド・インペラの製造に関する2つの興味深い記事をご覧ください。

圧力と流量:重要な設計パラメータ
遠心ポンプの選択には、ポンプの曲線を考慮する必要があります。この図は、押出成形と研磨の前後の砥粒流動加工プロセスを示しています。
- 横軸は流量(m3/h)、
- 縦軸は揚程(メートル)、
- 効率曲線(%)。
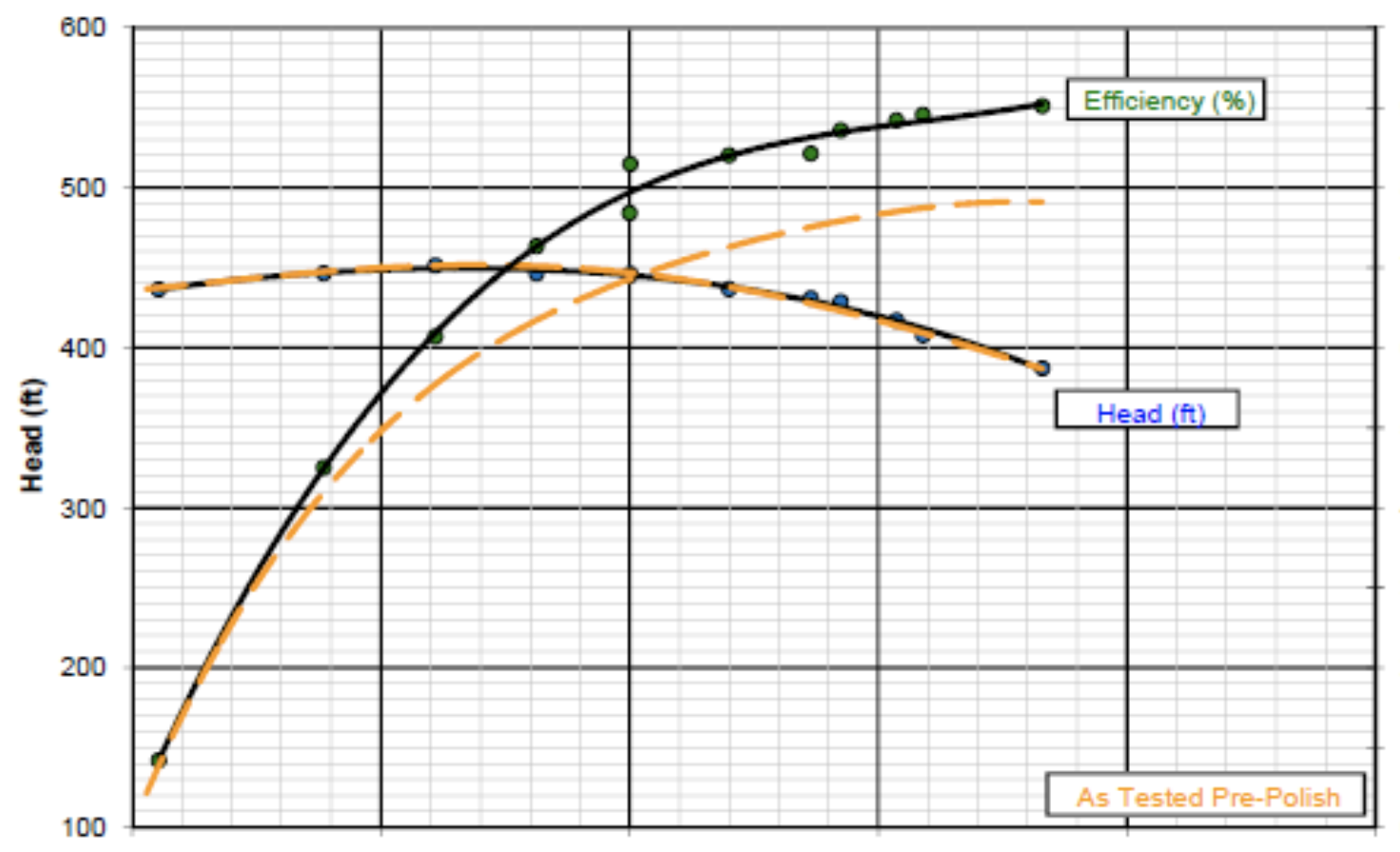
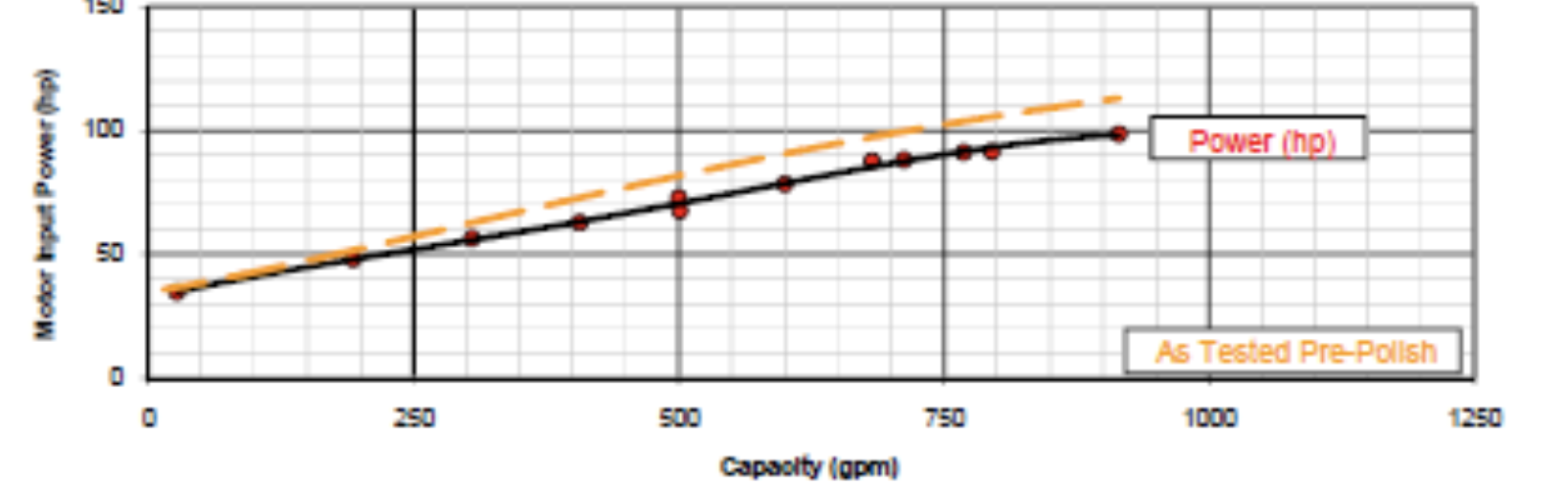
圧力への影響:
インペラの種類は、取り扱う流体によって異なり、開放性が高いほど、固体粒子を含む高粘度の液体に適しています。一方、クローズド・インペラは、クリーンで低粘度の液体に適しています。
一部のプールポンプでは直径が比較的小さくなりますが、LNGコンプレッサーでは2000mmまで小さくすることができます。直径が大きいほど、ヘッドヘッドあたりの流量が最大になります。
インペラの効率的な操作における流体の重要性:
インペラの種類は、取り扱う流体によって異なり、開放性が高いほど、固体粒子を含む高粘度の液体に適しています。一方、クローズド・インペラは、クリーンで低粘度の液体に適しています。
クローズドインペラは、正味吸引ヘッド(NPSH)が低いため、オープンインペラよりも効率的です。
インペラー製造に欠かせない部品仕上げ
インペラの性能向上における表面改善の役割
インペラの表面粗さは、ポンプの性能を向上させるもう一つの重要な要素です。
表面粗さが大きいほど、機械的および油圧効率が高くなります。
層流が良いということは、乱流が少なく、キャビテーションがなく、気泡が少ないかまったくなく、圧力損失がないことを意味します。遠心ポンプは、よりスムーズな運転とより低いエネルギー消費の恩恵を受けます。
さらに、改善された表面は、インベストメント鋳造プロセスから正の残留物を除去し、均一な材料除去を保証します。
丁寧な仕上げが流体抵抗を低減
「ブレード表面を研磨することで、ポンプの効率が向上し、必要なエネルギーが少なくなり、特定のレベルでより多くのエネルギーを供給できます。
電力中心化が進む世界では、効率の向上が地球に利益をもたらし、気候変動を緩和し、お客様やお客様のお客様の予算に利益をもたらします。
結論として、良い仕上げはクローズド・インペラの性能に影響を与えます。
クローズド・インペラー仕上げ工程
最新の仕上げ技術:研磨、特殊コーティング、砥粒流動加工
クローズド・インペラの表面粗さを改善するための仕上げ方法はいくつかあります。手作業による研磨、振動、機械加工、サンドブラストなどがその一つです。評価上のさまざまな長所と短所:
- コスト、
- 労働力へのアクセス、
- そして結果の均質性。
「固体、高温、または化学的負荷の存在により、扱っている流体が攻撃的である場合、耐用年数を延ばすのに役立ちます。
閉じたホイールのオフライン照準面で複雑なブレードデザインを磨くことはますます難しくなっています。幸いなことに、設計の複雑さが資産になるソリューションがあります: 砥粒流動加工(AFM)です。
砥粒流動加工 - クローズド・インペラーに最適なAFM
これは研磨流動加工(AFM)です。砥粒を充填した粘性弾性媒体が、1回の操作でブレード内を前後に動き、その結果、表面が絶えず改善されます。AFM処理中にインペラを保持するための治具が必要です。
治具は研磨剤を作業領域に向け、ブレードの開口部に人為的な制限を設けて、均質な表面改善を確実にします。
AFMは、閉じた流体流路の内部通路を処理するための再現性のあるプロセスとして使用されます。お客様は、粗さを大幅に改善する必要があり、場合によっては最大10倍になります。初期表面仕上げに応じて、Ra0.8μmからRa0.2μmの間の最終粗さを提供できます。
AFMは、ブレードの厚さの公差を尊重しながら、表面粗さを改善することができます。AFMアプリケーションは、積層造形で製造されたインペラにも適しています。
Extrude Hone の仕上げサービスおよび機械
Se 生産量が投資に見合わない場合は、当社の委託加工サービスに興味があるかもしれません。 さらに、委託加工のグローバルネットワークにより、お近くで広範なサポートを提供します。 Extrude Honeでは、クローズド・インペラのサイズに応じて、お客様のニーズにお応えしますのAFM装置。
- ONE-WAY FLOW(メディアシリンダー250mm)、
- EASYFLOW(メディアシリンダー250mmまで)、
- VECTOR(メディアシリンダー300mmまで)、
- SPECTRUM(メディアシリンダー600mmまで)
OEM、オーバーホール業者、鋳造工場、エンドユーザーのいずれであっても、Extrude Honeのソリューションは問題を解決します。
- 効率の抜本的な改善、
- 手作業による研磨に比べて手戻りがなく、
- 複雑な形状のサポート
競合他社を凌駕したい、または製品を改善したいのであれば、エクスツルードホーンのAFMが最適です。
米国ペンシルベニア州アーウィンにあるAbrasive Flow Machining Center of Excellenceの専門家が、その経験とソリューションを共有する準備ができています。




ケーススタディ
仕上げの実績についてもっと知る
Extrude Honeによるソリューション
