
押し出し金型の表面仕上げは本当に重要です。
それは明白ではないでしょうか?
Extrude Hone IndiaのマネージングディレクターであるDebnath Goswamiから、その理由について学びましょう。押し出し、伸線、鍛造、さらには錠剤プレスなど、表面仕上げが重要です。出力品質の観点からだけでなく、生産性の観点からも重要です。
よく仕上げられたダイは、より短い時間でより多くを生産することができ、次の再仕上げの前により長く持続します。また、表面仕上げが良いということは、材料が付着する可能性が低く、完璧な出力品質を保証することに繋がります。
金型の仕上げ実際どのように行いますか?
良い質問です。
新品であろうと中古であろうと、金型の再調整は製造の重要な側面です。
材料科学の進歩を考えると、現在の金型はより困難です。課題に加えて、一部の金型は非常に複雑で、複雑な形状と狭い通路があります。
上記のすべてにより、仕上げプロセスはより困難になり、多くの場合、より時間がかかります。

砥粒流動加工(AFM)
万が一、現在の仕上げプロセスが品質と生産性の要求に追いついておらず、人間のスキルに依存し、時間がかかる場合に備えて、AFMについて考える時が来ました。
AFMプロセス(一般に押出ホーニングとして知られています)は、金型の研磨にメディアを利用します。メディアは高圧で塗布され、機械加工されたコンポーネントの表面特性が変化します。 AFMは、60年以上にわたって業界のリーダーから信頼されてきました。硬化鋼から超硬鋼まで、AFMの金型仕上げ能力は時の試練に合格しています。
実際のケーススタディ
コンポーネント: 伸線ダイス
開口部のサイズ: 5mm x 1.5mm
構造材料: 炭化物
製造プロセス: 放電加工
仕上げプロセス:AFM
仕上げ工程時間:15分
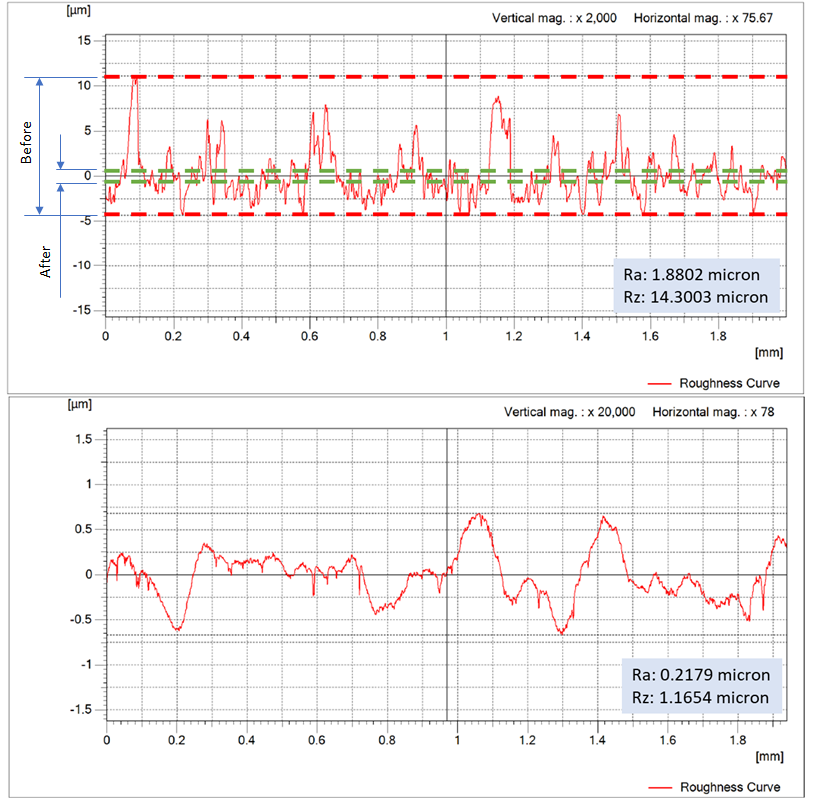
仕上げの改善:
Ra – 1.9から0.2ミクロンまで
Rz – 14.3から1.2ミクロンまで
詳細については、専用の砥粒流動加工のWebページをご覧ください。