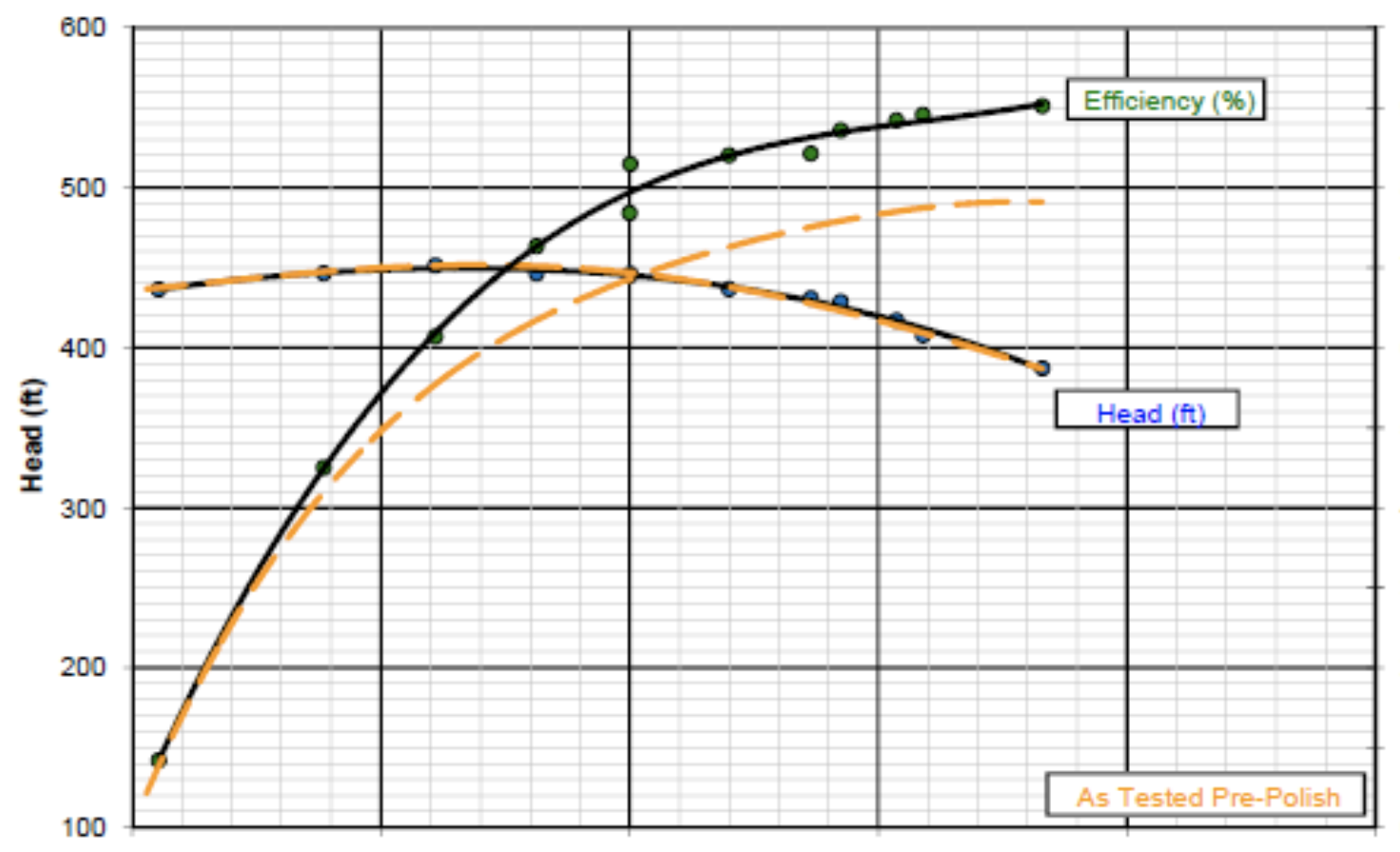
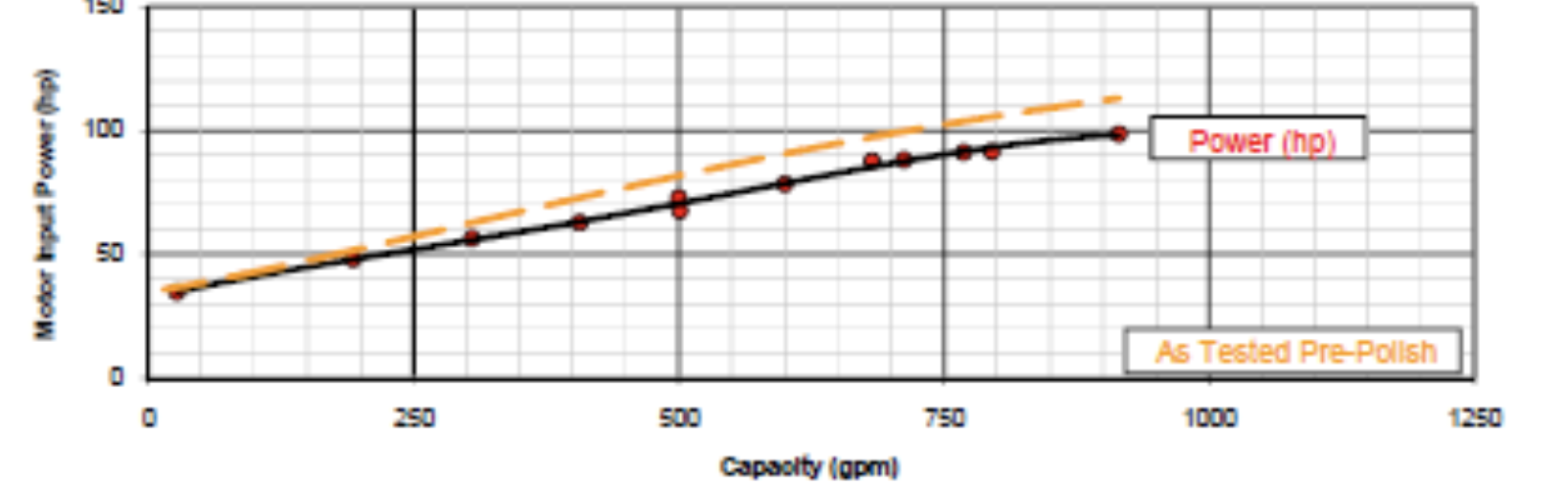
クローズドインペラは、様々な産業用途で極めて重要な役割を果たし、エネルギー変換プロセスの重要な構成部品となっています。羽根の周囲にある内側と外側のシュラウドによって定義されるこのインペラは、効率とエネルギー伝達に大きな影響を与えます。仕上げ技術がクローズドインペラの性能にどのような影響を与えるかをご覧ください。









This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.